

Project Description
Decarbonization: 480 tonnes of CO2 saved, based on an emission rate of 0.241 kgCO2/kWh consumed
Energy savings: 15% reduction in energy consumption
Location: Pontigny – Burgundy Franche Comté – France
Customer: Wienerberger
Sector: Ceramics – Tilery
Needs – customer requests:
The client wanted to find a way to optimize the waste heat from 6 furnaces in a unit that produces more than 95% of the site’s output. The presence of 6 dryers in a building nearby has allowed us to consider a valorization on these processes.
The aim was to provide the heat needed for the dryers by recovering waste heat.
Project progress:
Analysis of :
- Deposits: 6 furnaces
- Requirements: 6 dryers
- Constraints of on-site installation and remaining fume extraction.
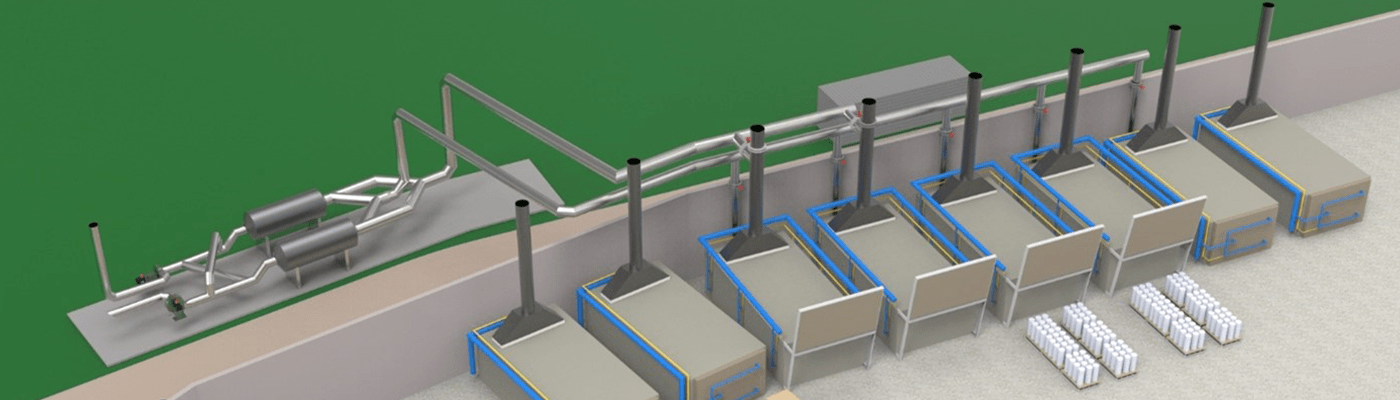
The characterization of heat sources and needs led to the planning of a heat storage solution using a pair ofEco-Stocks®, so that heat could be released at the dryer level. Kiln and dryer timings are not synchronized,
the Eco-Stock® solution
solution allows heat restitution to be shifted and adapted as needed.
This also avoids the need to change production programs.
Eco-Tech Ceram achievements :
- Study of the chronograms of the cooking ovens and identification of the periods of the cooking cycle where the fatal heat is higher than 350°C.
- Writing PFD/PID
- Takeover of the oven hoods (design and manufacture)
- Proposals for solutions in terms of process control
- Eco-Stock® solution sizing: 2.3 MWh storage capacity per tank
- Thermal and aeraulic study on the smoke network
- Energy and environmental balance
- Proposal for a third-party financing solution
- Design of the solution for the capture and recovery of waste heat
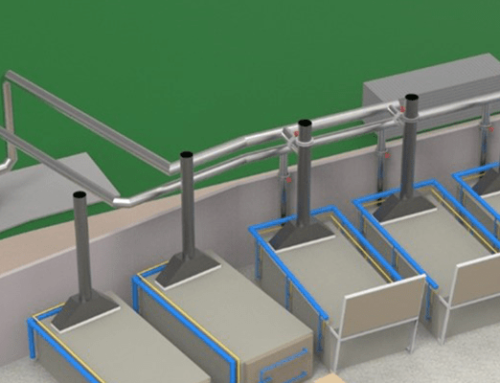
Description of the proposed solution:
Valorization of waste heat from the 6 furnaces of the UP2 to the dryers of the UP2, through a ceramic storage. This solution reduces energy consumption by 15%.
Detailed description of the proposed solution:
The fumes are recovered by a spigot on the chimneys of each furnace. Smoke evacuation management has been modified to ensure controlled rather than passive dilution. This dilution is controlled by the temperature of the fumes leaving the furnace, to ensure a recovery temperature below 600°C.
Registers are installed on the chimney downstream of the spigot and on the spigot itself, to isolate the equipment from the solution implemented. Existing furnace controls (pressure sensors), air curtains and dampers are retained, so furnace operation is not affected.
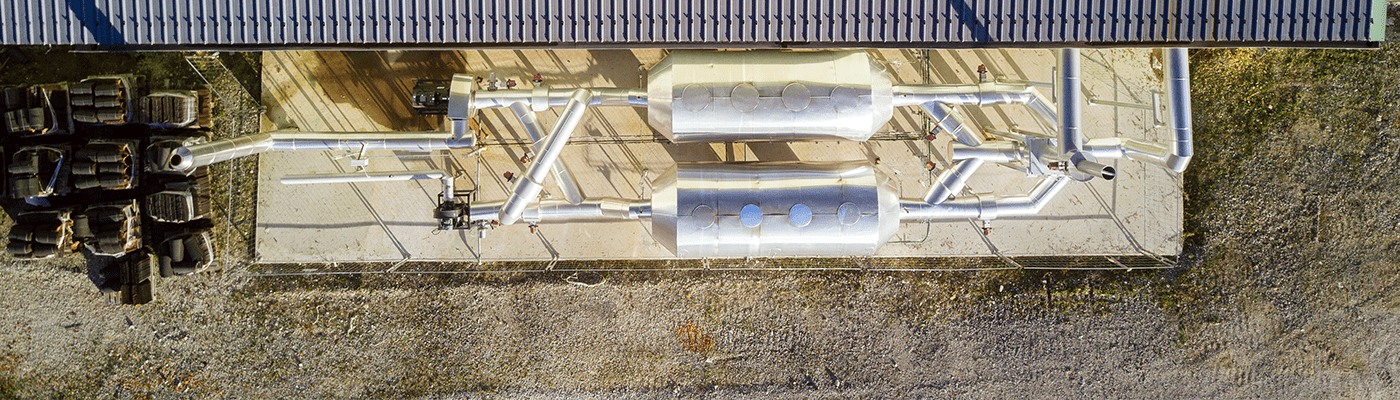
The fumes are sent to the Eco-Stocks® and stored. A pair of storage units is positioned, allowing simultaneous charging and discharging to optimize recovery.
To discharge the Eco-Stocks®, ambient air is sent in counter-current.
The discharged heat is used to feed the different chambers of the dryer, replacing the burners. The dryer’s aeraulic network remains virtually unchanged, with only a tapping on each chamber downstream of the existing burner and upstream of the chamber injection to inject the hot air from the Eco-Stocks®.
The burners and combustion air supply fans remain in place but are only switched on in case of malfunction of the recovery solution. Eco-Stock® discharge flow is regulated to maintain the same mixing temperature (air injected into the chambers).
This solution was studied for both production volumes, A and B. The aim was to achieve a dimensioning compatible with both cases, so that the recovery solution would function independently of the evolution of Wienerberger’s activity.
The technical data are therefore identical for both cases, but the evolution of the economic and environmental data is indicated whenever necessary.


{kind=link}
{kind=link}
{kind=link}